«WATERSTOP»
Шпонки «Ватерстоп» изготовлены на основе поливинилхлорида предназначены для установки в бетонные и железобетонные конструкции в местах устройства технологических, температурных и деформационных швов с целью обеспечения их водонепроницаемости в процессе дальнейшей эксплуатации.
Шпонки «Ватерстоп» не содержат материалов, реагирующих с водой, обладают высокой сопротивляемостью к кислотам и щелочам, а также к другим водорастворимым химическим соединениям. Материал шпонок сохраняет свои прочностные характеристики и эластичность в диапазоне температур от -37º С до +79º С.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Шпонки «Ватерстоп» устанавливаются в швы бетонных и железобетонных конструкций: в фундаментные плиты, стены, узлы сопряжения «стена-пол», «стена-перекрытие». В зависимости от вида и назначения швов устанавливаются шпонки разной конструкции и размеров.
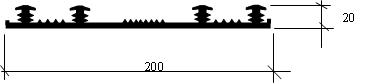
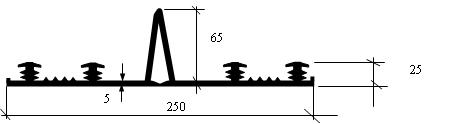
Шпонки с центральной «луковицей» (Ватерстоп 698, Ватерстоп 699)
 |
 |
 |
| Ватерстоп 698 |
Ватерстоп 699 |
Шпонки Ватерстоп 699 и 698 используются как водонепроницаемая преграда в деформационных швах, где возможны взаимные смещения сопрягающихся элементов конструкций до 20 мм при давлении до 0.299 и 0.194 МПа соответственно.
Односторонние шпонки (Ватерстоп 928, Ватерстоп 925, Ватерстоп 926 )
 |
 |
| Ватерстоп 628 |
 |
 |
| Ватерстоп 625 |
 |
| Ватерстоп 626 |
«Ватерстоп 928» применяются в швах бетонных и железобетонных фундаментных плитах, в швах тонких плит и для гидроизоляции швов на контакте «стена-плита» при давлении до 0,373 МПа. Небольшая толщина шпонки обеспечивает возможность ее установки в пределах защитного слоя бетона. «Ватерстоп 925» и «Ватерстоп 926» применяются для деформационных швов и воспринимает давление до 0,448 МПа. Шпонки «Ватерстоп 925» и «Ватерстоп 926» позволяют компенсировать перемещения растяжения и смещения соответственно 100 и 150 мм, а перемещения сдвига - 40 и 80 мм.
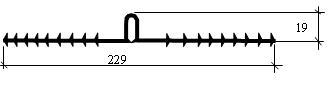
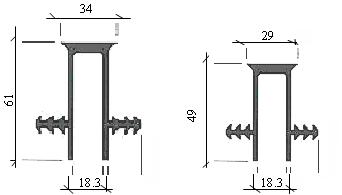
Шпонки «Ватерстоп 605» и «Ватерстоп 628» и их установка
 |
 |
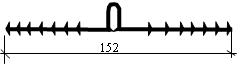
| Ватерстоп 605 и Ватерстоп 628 |
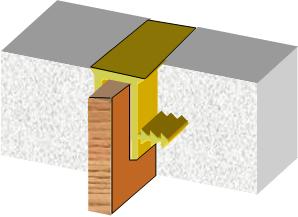
Установка Ватерстоп 605 и Ватерстоп 628 |
Шпонки «Ватерстоп 605» и «Ватерстоп 628» применяются в деформационных и температурных швах бетонных и железобетонных верхних покрытий.
ТЕХНОЛОГИЯ УСТАНОВКИ ШПОНОК
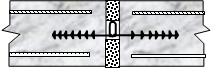
Шпонки «Ватерстоп 718» и «Ватерстоп 838» устанавливаются в средней части сечения так, чтобы их «луковица» находилась в месте формируемого строительного шва.
Перед началом бетонирования шпонка должна быть надежно зафиксирована, например, вязальной проволокой к арматуре или к опалубке. Прокалывание гидрошпонки допускается только в периферийной зоне.
После закрепления шпонки проводится бетонирование первого участка. После распалубливания забетонированного участка производится закрепление гидрошпонки к арматуре следующего участка.
Если это необходимо, в сечение формируемого шва устанавливается прокладка и проводится бетонирование следующего участка.
Шпонки «Ватерстоп 928», «Ватерстоп 925» и «Ватерстоп 926» устанавливаются на наружной поверхности конструкции, например, в нижней части плиты. Шпонка размещается так, чтобы ее середина приходилась на место предполагаемого шва.
Шпонки «Ватерстоп 628» и «Ватерстоп 605» устанавливаются заподлицо с верхней плоскостью плиты. Гладкий торец шпонки «Ватерстоп 628» приклеивается к ранее забетонированному торцу плиты.
Шпонки должны быть развернуты на горизонтальной поверхности в рабочее положение и выдержаны при положительной температуре в течение 2 суток (до их полного распрямления).
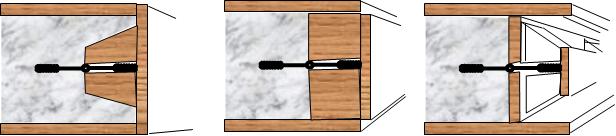
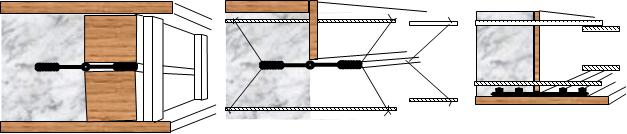
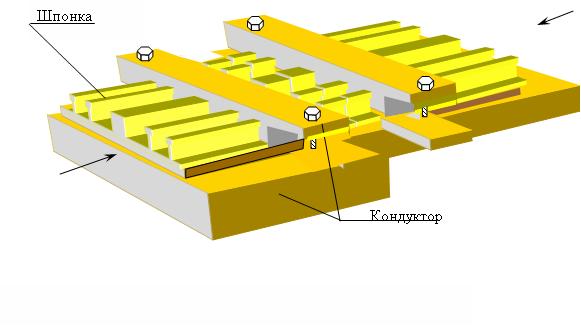
Схемы установки шпонок в опалубку
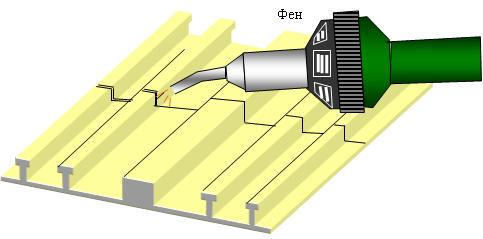
Сращивание шпонок по длине и соединение шпонок разного направления (крестовины, углы и т.д.) производится при помощи сварных соединений. Сварка осуществляется специальным "утюгом" или воздушным пистолетом с насадками в виде сопла и электрода с заглаживающим «носком». Температура нагрева воздуха до 6000С В качестве присадки используется шнур ПВХ, используемый для герметизации стыков при устройстве линолеумного покрытия или полоски шпонки шириной 5-10 мм.
Сварка шпонки при помощи фена
Перечень операций при выполнении сопряжения между горизонтальным и вертикальным швом:
- За 2-3 мин до начала работ включить воздуходувку на режим 400-4500С.
- Срезать у вертикальной шпонки центральную «луковицу» на диаметра для лучшего сопряжения с горизонтальной шпонкой. Форма среза должна быть овальной.
- Наметить линию стыка на горизонтальной шпонке.
- Установить на воздуходувку насадку-сопло и насадку для шнура.
- По намеченной линии стыка на горизонтальной шпонке провести сопло в 1-1,5 см от поверхности и нажимая носком насадки для сглаживания ребер. Таким образом , выполняется канавка для установки вертикальной шпонки.
- В образовавшуюся канавку устанавливают вертикальную гидрошпонку и проводят воздуходувкой вдоль шва с целью сгладить ребра в вертикальной и горизонтальной шпонках и зоне примыкания, а также для частичной приварки шпонок друг к другу. Аналогичная операция производится с другой стороны.
- В насадку вставляют шнур и производят наварку с двух сторон.
- Окончательная операция по выполнению стыка заключается в герметизации стыка путем прохождения воздуходувкой с заглаживанием шнура «носком» насадки по вертикальной и горизонтальной плоскости шпонок с двух сторон.
Перечень операций при выполнении стыка сопряжения шпонок «встык»
- Наложить стыкуемые полотна шпонки друг на друга и срезать кромки острым ножом на всю ширину полотен.
- Приложить полотна плотно друг к другу и пройти «носком» воздуходувки со снятием ребер шпонки и образованием канавки с прихваткой полотен.
В насадку вставляют шнур и производят наварку с двух сторон.
 |
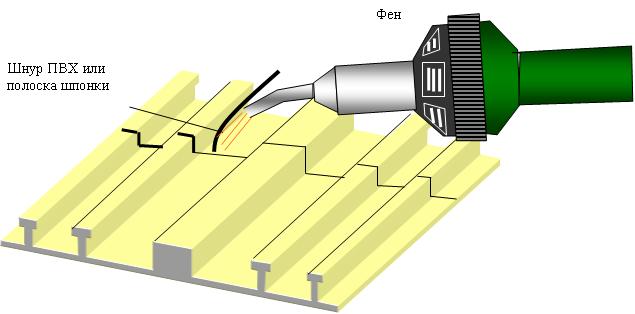 |
| Прогрев и прихватка шва феном |
Сварка шва феном со шнуром ПВХ |
Окончательная операция по выполнению стыка заключается в герметизации стыка путем прохождения воздуходувкой с заглаживанием шнура «носком» насадки по вертикальной и горизонтальной плоскости шпонок с двух сторон.
Шов сопряжения шпонки необходимо выполнять с двух сторон стыкуемых полотен.
Приведенная технология сварки стыков отработана для положительных температур. При отрицательной температуре режим воздуходувки (температура нагреваемого воздуха) необходимо подобрать на опытном образце.
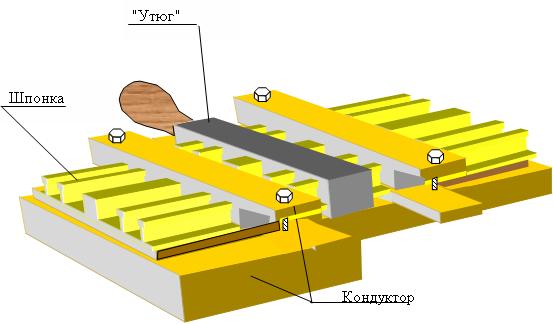
Сварка при помощи «утюга»
- Свариваемые участки шпонки зажимаются в кондуктор с зазором, равным толщине утюга.
- Регулятор температуры устанавливается на 185 0C.
- "Утюг" нагревается и устанавливается между торцами шпонки.
После расплавления материала торцов шпонки "утюг" извлекается и торцы гидрошпонок без промедления прижимаются с усилием 10 кг.
|
|
|
| Расплавление торцов шпонки «утюгом» |
Совмещение и сжатие расплавленных торцов |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Характеристики материала |
Метод испытания |
Величина |
| Водопоглощение |
ASTM D 570 |
max 5 % |
| Усилие прокалывания |
ASTM D 624 |
min 0,18 кг/см |
| Максимальное удлинение |
ASTM D 638 |
min 360 % |
| Прочность на растяжение |
ASTM D 638 |
min 13,78 МПа |
| Прочность на растяжение после быстрого вытягивания |
CRD-C 572 |
min 11,03 МПа |
| Удлинение после быстрого вытягивания |
CRD-C 572 |
min 300 % |
| Твердость по Шору А |
ASTM D 2240 |
от 65 – 70 |
| Прочность на срез ( вдоль плоскости) |
|
8,3 МПа |
| Модуль упругости при t=20°C |
|
15,5 МПа |
| Температура охрупчивания |
ASTM D 746 |
минус 37 0С без разрушения |
| Жесткость при изгибе |
ASTM D 747 |
min 4,14 МПа |
| Плотность |
ASTM D 792 |
max 1,4 |
| Потеря летучих |
ASTM D 1203 |
max 0,5 % |
| Стойкость к озону |
ASTM D 1149 |
не разрушается |
| Воздействие щелочей после 7 дней: потеря веса изменение твердости |
CRD-C 572 |
между 0,1 и 0,25 % max ± 5 |
| Воздействие солей антиобледенителей |
|
Стоек |
| Воздействие горюче-смазочных материалов |
|
Ограниченно стоек |